系统初始化
编辑: 管理员 最后编辑时间: 2022-06-27 16:53 浏览: 723
系统初始化
 1、开始菜单及操作权限
1、开始菜单及操作权限
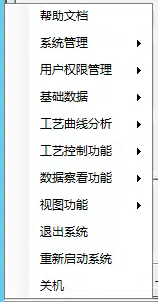
Ø “帮助文档”——软件说明书
Ø “系统管理”——软件信息及系统相关设置;
Ø “用户权限管理”——增减、修改用户名和密码,管理用户权限,初始管理员帐号及密码(用户名:admin,密码:password);
Ø “基础数据”——增减、修改模具、注塑机等相关信息;
Ø “工艺曲线分析”——打开周期图、趋势图模块(已默认打开);
Ø “工艺控制功能”——打开保压切换、品质分拣、阀浇口控制模块;
Ø “数据察看功能”——打开数据统计、周期值、传感器信息模块(数据统计、周期值已默认打开);
Ø “视图功能”——选择视图窗口排布
Ø “退出系统”——退出C-DATA软件系统
Ø 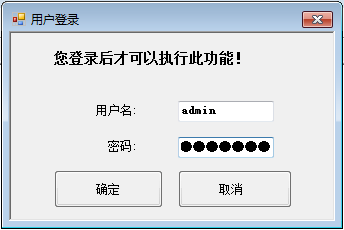 “关机”——关闭工控电脑
“关机”——关闭工控电脑
Ø 部分操作需要管理员权限,会弹出管理员登录窗口(如右图),请登录后操作,初始管理员帐号及密码(用户名:admin,密码:password),可通过开始菜单——用户权限管理,添加/修改用户名、密码。
 1.1语言设置
1.1语言设置
C-DATA软件中,点击左下角“开始”——“系统管理”——“语言设置”。可以选择“中文简体”或者“English”。
*设定好语言后,需要重启C-DATA软件,语言设定才会生效。
 1.2单机/连接MES切换
1.2单机/连接MES切换
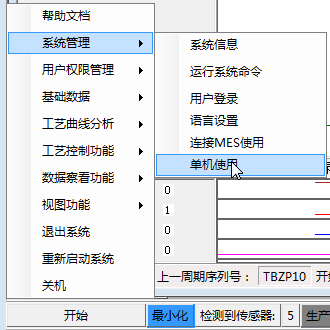
C-DATA软件中,点击左下角“开始”——“系统管理”,从中选择“连接MES使用”或者“单机使用”。
*切换后,需要重启C-DATA软件,设定才会生效。
1.3用户管理(添加用户/修改密码)
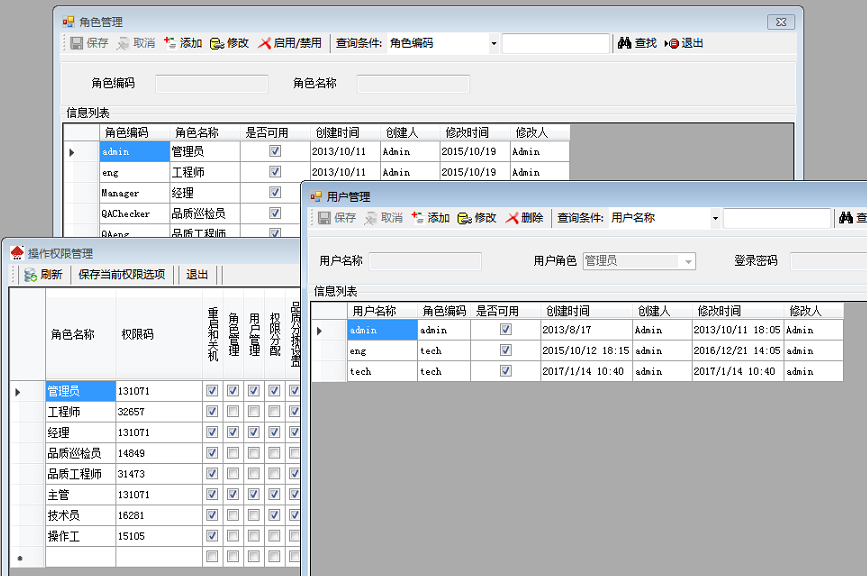
C-DATA软件中,点击左下角“开始”——“用户权限管理”。用户权限管理,分“用户管理”、“角色管理”和“权限管理”三个模块,根据需要设定的内容打开对应的模块进行设置。
C-DATA软件中,点击左下角“开始”——“用户权限管理”。用户权限管理,分“用户管理”、“角色管理”和“权限
管理”三个模块,根据需要设定的内容打开对应的模块进行设置。
2、软件初始化
2.1启动软件
双击桌面上C-DATA快捷方式进入软件,屏幕出现启动画面进入系统。系统自动检测连接到的传感器模块。
特别提醒:
在系统运行过程中,不要直接关闭电源或长按机箱面板上的启动按钮直接关机。首先,从开始菜单选择关机,
等系统关闭后后,再关闭电源。
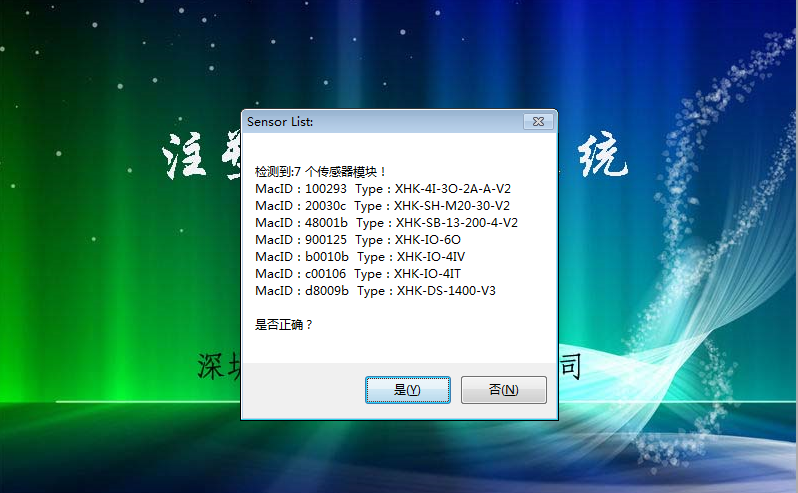
 硬件确认界面。
硬件确认界面。
C-DATA正常启动后,会显示右图所示界面,请检查此列表中传感器是否与接入系统的硬件传感器数量一致。
若不一致,请检查通讯线缆。
特别提醒:
每台监控设备必须有且只有一个多功能A模块接到主机端口,且连接到最远的节点,设备最多可接一个多
功能A模块,三个多功能B模块,即可用于四色注塑机,如有更多色需要,请联系我们为您订制;
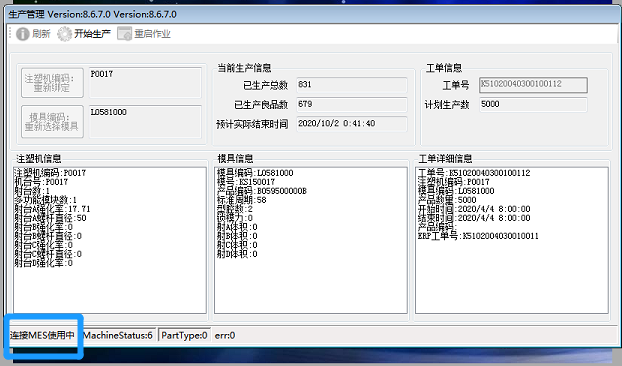
2.2生产管理设置
进入“生产管理”界面。“生产管理”界面分“单机”和“连接MES”两种模式,要根据实际使用情况,切换
到相应的模式下工作(相关设置请参考1.2管理模式切换(单机/连接MES切换))

Ø 点击“刷新”——刷新当前界面显示的信息;
Ø 点击“开始生产”——确认当前注塑机、模具、工单信息无误,开始生产;
Ø 点击“重启作业”——在软件进入曲线界面后,点击重启作业,重新初始化操作;
*界面左下角有显示“单机使用”/“连接MES使用”。单机模式下,生产管理界面没有“工单信息”,且需要
手动选择模具,再开始生产。在连接MES的模式下,生产管理界面自动读取“工单信息”和“模具信息”。
 3、基础数据维护
3、基础数据维护
点击“开始”菜单——“基础数据”,设置模具、注塑机等信息
3.1 注塑机数据维护
正确添加注塑机信息,是“绑定注塑机”的前提条件,是为了采集数据的准确性。是数字化管理的必要工作。
点击“开始”菜单——“基础数据维护”——“注塑机数据维护”进入设置页面,如下图:

点击 按钮,根据连接注塑机的实际情况,输入相关信息,完成后保存即可。
按钮,根据连接注塑机的实际情况,输入相关信息,完成后保存即可。
特别提醒:
此处设置时,需要管理员登录,用户名为admin,密码为password;
强化率设置一定要正确,电动机强化率设定为1。
3.2绑定注塑机
正确绑定注塑机,是为了采集数据的准确性,以及数字化管理的必要工作。
点击“开始”菜单——“基础数据维护”——“绑定注塑机”,出现如设置窗口:

按照提示,扫描或输入条码,然后点击确认绑定即可; 或
点击 按钮,打开注塑机列表(此为3.1“注塑机数据维护”中所建立的注塑机信息),双击列表条目确
按钮,打开注塑机列表(此为3.1“注塑机数据维护”中所建立的注塑机信息),双击列表条目确
认选定,然后确认绑定。
若注塑机列表中没有要绑定的注塑机信息,可点击“新建注塑机”进入“注塑机数据维护”界面,添加注塑机信息。
3.3模具管理
录入模具信息,后续生产时C-DATA系统自动调出之前设定。
点击“开始”菜单——“基础数据维护”——“模具管理”进入设置界面,如下图:
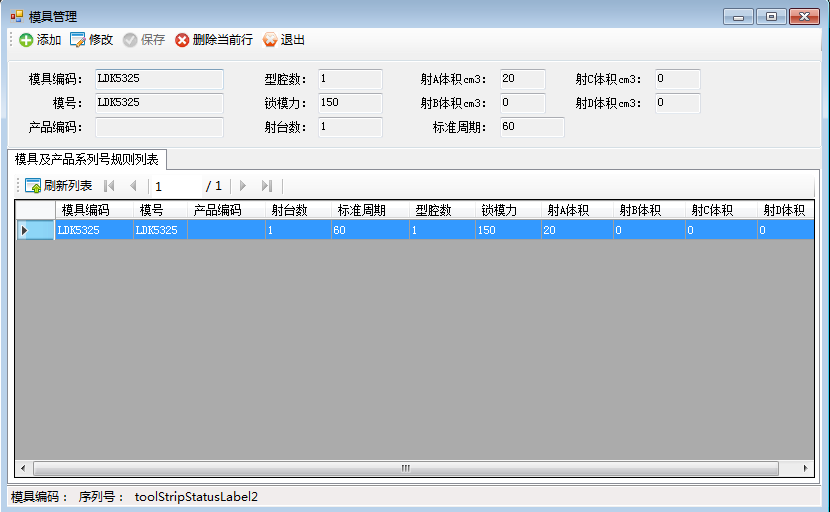
Ø 点击“添加”按钮,根据要求,输入模具实际信息,并保存。
Ø 若要修改/删除已添加的模具信息,则需要先在“模具列表”中选定需修改/删除的模具条目,再点击“修改”/“删
除当前行”。
特别提醒:
此处设置模具标准周期时,需要比预估的周期略长,以保证注塑机运行,实际周期可能大于此处
设置的标准周期时,C-DATA系统不会受到影响。
3.4序列号管理
满足数字化管理需求,可实现生产过程历史追溯。
具体设置规则可参考“CW编码规则”及“条码/编码规则参考资料”。

3.5 生产报警器设置
生产监控过程中,有需要报警功能时,需设置此项。

4、输入/输出设置
此界面设置输入/输出端口,定义端口名称及模拟量信号值。
4.1开关量输入设置(注塑机动作信号)
此模块对应硬件“多功能模块”——“IN1~IN4”端口。模块主界面如下图示:
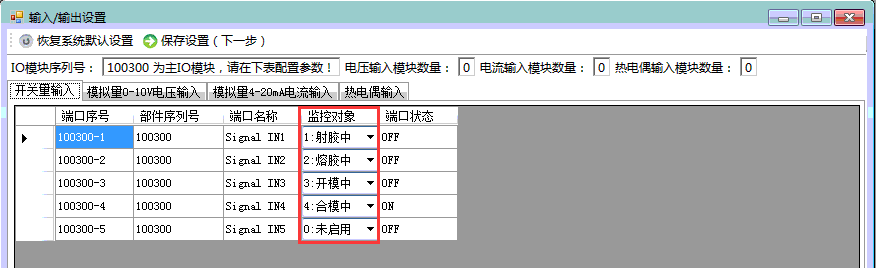
对应硬件“多功能模块”连接注塑机“射胶、溶胶、开模、合模”动作信号的实际情况,设定“监控对象”栏(一般情况下不用设定),若有某个信号未接入多功能模块,请将对应端口设定为“未启用”。
4.2 模拟量0~10V电压输入设置
此模块对应硬件“多功能模块”——A1、A2端口,或硬件“0~10v电压输入模块”。模块主界面如下图示:
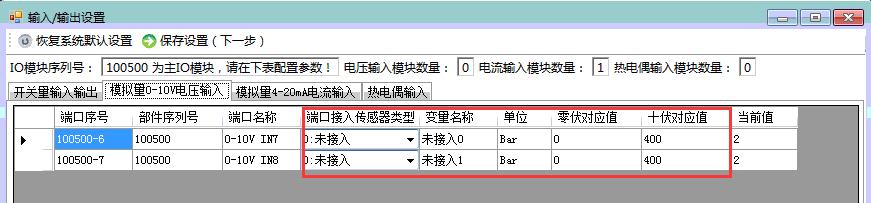
对应硬件端口上接入的传感器实际情况进行设定。根据实际情况,设定“传感器类型、变量名称、单位以及传感器对应值”。零伏对应值=传感器测量最小值;十伏对应值=传感器测量最大值。对应端口未接入传感器时,不用设定。
4.3 模拟量4~20mA电流输入设置
此模块对应硬件“4~20mA电流输入模块”。模块主界面如下图示:

对应硬件端口上接入的传感器实际情况进行设定。根据实际情况,设定“传感器类型、变量名称、单位以及传感器对应值”。4mA对应值=传感器测量最小值;20mA对应值=传感器测量最大值。对应端口未接入传感器时,不用设定。
4.4热电偶输入设置
此模块对应硬件“温度模块”。模块主界面如下图示:
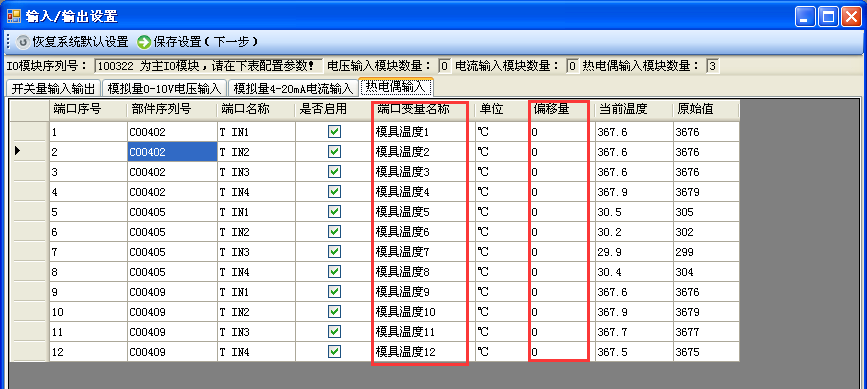
依据硬件“温度模块”上接入热电偶的情况,设定每条热电偶对应的名称。“偏移量”是用来校正热电偶用。热电偶测温不准时,在对应的“偏移量”栏输入一定值,调整测量温度到实际温度。10偏移量=1摄氏度。
5、传感器连接管理器设置
此界面用来检视、设定传感器信息。

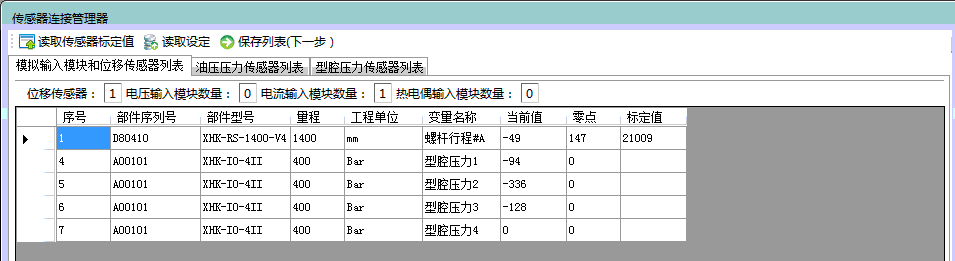
5.1 检视模拟输入传感器和位移传感器信息
此列表显示接入系统的所有模拟输入模块和位移传感器,此处不用设置,检查此处显示信息与实际接入硬件模块信息一致即可。
5.2 检视油压传感器信息
此列表显示接入系统的油压传感器,此处不用设置,检查此处信息与实际接入硬件信息一致即可。

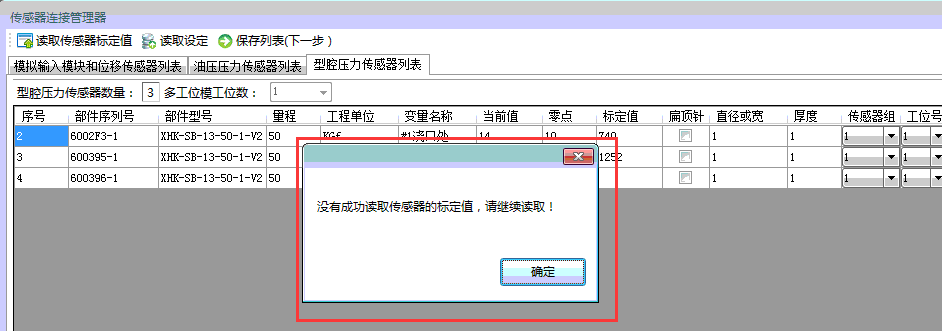
5.3 检视、设定型腔压力传感器
此列表显示所有接入系统的型腔压力传感器,可根据传感器在模具上安装的实际情况,来定义传感器的名称、设置顶针大小,以及多工位模具相关设置。

1.“型腔压力传感器列表”——“变量名称”一栏中,依“部件序列号”对应的感应头在模具中所装的位置来输入合适的名称,输入名称时,请参照硬件序列号(序列号在传感器外壳表面的标签上)。
2. “型腔压力传感器列表” 中顶针尺寸的设置。根据传感器感应头所装的位置,对应的顶针直径 ,找到列表中序列号,双击“直径或宽”一栏输入数据。如果是扁顶针,请在“扁顶针”一栏打钩,并输入宽度及厚度。此处顶针尺寸的单位为毫米(mm) 。
特别提醒:
1. 在此界面若提示“没有成功读取传感器的标定值,请继续读取”时,请点击左上角“读取传感器标定值”,成功读取到标定值后进行下一步。
 C-DATA帮助中心
热词:C-DATA型腔压力曲线C-DATA MES传感器工艺监控模腔压力曲线工艺监控系统型腔压力型腔压力曲线分析模腔压力工艺监控器模腔压力曲线分析螺杆速度温度采样品质分拣螺杆位置多功能模块保压切换
C-DATA帮助中心
热词:C-DATA型腔压力曲线C-DATA MES传感器工艺监控模腔压力曲线工艺监控系统型腔压力型腔压力曲线分析模腔压力工艺监控器模腔压力曲线分析螺杆速度温度采样品质分拣螺杆位置多功能模块保压切换