C-DATA帮助中心
热词:C-DATA型腔压力曲线C-DATA MES传感器工艺监控模腔压力曲线工艺监控系统型腔压力型腔压力曲线分析模腔压力工艺监控器模腔压力曲线分析螺杆速度温度采样品质分拣螺杆位置多功能模块保压切换
C-DATA帮助中心
热词:C-DATA型腔压力曲线C-DATA MES传感器工艺监控模腔压力曲线工艺监控系统型腔压力型腔压力曲线分析模腔压力工艺监控器模腔压力曲线分析螺杆速度温度采样品质分拣螺杆位置多功能模块保压切换
|
解读型腔压力曲线(二) 编辑: 管理员 最后编辑时间: 2023-01-05 16:50 浏览: 1081 型腔压力是一个直接关系到注塑件质量的工艺变量。型腔压力是在零件成型的地方测量出来的压力,通过压力变化可以监控零件品质,可以用于分析零件重量,尺寸,飞边,缩水,短射和翘曲等特性。通过对型腔压力的监控,可在型腔内(工艺的核心,即零件成型的地方)提供最稳定的环境。
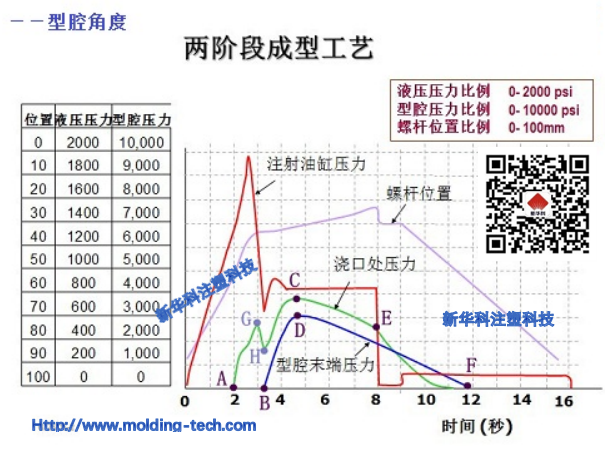
从型腔的角度分析:要分析型腔内部,那我们就主要看型腔压力曲线。 0到A点:0点注塑机开始填充,A点塑料才流进型腔,所以0到A点,塑料在填充流道。 A到B点:A点是塑料刚穿过浇口的时候,B点是塑料刚走满型腔的时候。那么A到B点就是填充型腔的过程。 B到D点:塑料走满型腔后,继续有塑料被挤进型腔,使型腔内部压力持续上升。C点为浇口处压力峰值,D点为型腔末端压力峰值,B到D就是补缩型腔的过程,B到D点型腔压力曲线的斜率就是补缩速率。 C到E点:E点为注塑机保压结束点。C到E点就是型腔的保压阶段,C到E的时间是为了等待浇口冻结。 D到F点:随着塑料逐渐冷却,型腔压力慢慢降低,D点到F点型腔压力曲线的斜率就是冷却速率。 G点:切换点。切换保压后炮筒内塑料压力迅速降低,压力传递后,型腔压力也会迅速降低。造成浇口处压力曲线产生波峰(G点)。 H点:型腔填满点。在G点切换后,进入慢速补缩,型腔压力下降,等塑料填满型腔后,型腔压力又开始继续上升。从而浇口出压力曲线上出现H点,即型腔填满点。 |